
近年来,随着电子工业的装配自动化进程加速以及人工成本的不断攀升,企业纷纷转向自动化解决方案以提高生产效率。在电子设备的装配过程中,小长径比微型螺丝被广泛应用于内部元件的锁付和固定。这类螺丝的特点是帽径相对较大而总长较短,其螺杆长度与螺帽厚度之和与螺丝帽径的比值通常小于或等于1.3。
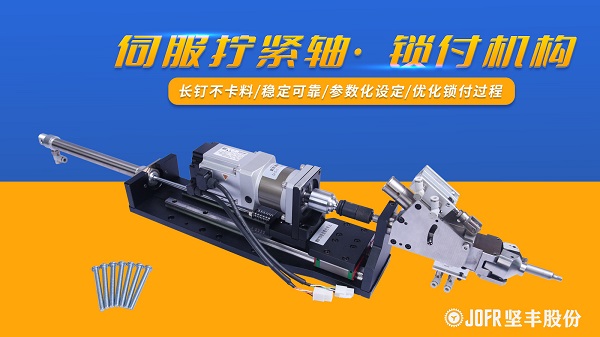
然而,对于长径比小于1.5倍的微型螺丝,传统的吹钉式供料方式往往面临螺丝翻转、位偏等问题,无法保证稳定的姿态和不卡料,从而导致设备故障报警和装配效率的降低。为了解决这一问题,坚丰公司推出了一种专为小长径比微型螺丝设计的自动送钉机构。
该机构通过其独特的结构设计,实现了小长径比螺丝的稳定送料,有效避免了卡料、叠料和螺丝翻倒等常见问题,确保了整个螺丝自动送钉过程的稳定性和高效性。此外,采用柔性化连接的设计使得送钉机构的安装位置更加灵活,便于设备的整体布局和优化。
当坚丰的自动送钉机构与拧紧模块相结合,便构成了完整的自动锁螺丝机控制系统。这一系统能够实现长径比小于1.5的螺丝的吸钉上料,并具有结构模块化、小型化的特点,非常适合大批量生产的需求。
该自动锁螺丝机控制系统由四个主要部分组成:上位机、下位机、运动执行模块和功能执行模块。上位机作为工控机,负责与用户交互、存储加工信息以及对下位机反馈的信息进行逻辑处理。下位机则是运动控制卡,它接收上位机的命令,直接控制机构的运动和执行相应功能,并收集执行器的反馈信息传递给上位机进行逻辑计算。运动执行模块负责精确地将机构移动到指定位置,而功能执行模块则负责完成与锁付相关的各项工作。
在自动锁螺丝机的工作过程中,系统会自动配置相应的默认参数。工人只需将工件放置在锁螺丝机的送料平台上并选择相应的工件型号,系统就会自动生成加工程序并开始加工操作。运动控制卡会实时读取反馈参数并记录螺丝锁付的完成情况,这些信息会显示在主界面上供工人查看。当所有螺丝都成功锁付后,工件会由送料平台送出;若有锁付不合格的螺丝,系统会提示需要补锁的螺丝编号以便工人进行补锁操作。
整个锁付过程都依赖于上位机发送的指令和运动控制卡的精确控制来实现快速高效的螺丝锁付。锁付质量的判定主要依据智能电批的反馈信号:在锁付前设定好智能电批的扭力值,当锁付结束时如果螺丝扭矩达到设定值,智能电批就会将扭矩到达信号反馈给运动控制卡表示锁付正确完成;反之则表示锁付有问题并记录下相应孔位信息同时发出报警提示人工进行补锁操作。
自攻钉,顾名思义,是一类具有钻头功能的特殊螺钉。它们无需预先打孔,凭借自身的螺纹和钻头,能直接旋入材料,形成稳固连接。这种钉子具有出色的防滑、耐腐蚀和低成本特性,因此在各种行业中得到广泛应用。
在精密制造和装配行业中,力矩螺丝刀是确保紧固件正确安装不可或缺的工具。CMK(机器能力指数)是衡量设备在特定生产条件下能力的关键指标,尤其在力矩螺丝刀的应用中,CMK分析对于保障产品质量、提升生产效率具有重大意义。
在现代工业生产中,螺栓拧紧作为连接件固定的关键环节,其质量和安全性直接关系到整个产品的稳定性和可靠性。然而,在螺栓拧紧过程中,垫片漏装问题时有发生,这不仅可能导致螺栓松动,还可能引发更严重的安全隐患,对产品质量和用户安全构成威胁。因此,如何有效监测螺栓拧紧过程中的垫片漏装情况,成为了一个亟待解决的问题。
螺丝排列机不出螺丝是一个涉及多个方面的复杂问题。通过全面分析故障原因并采取针对性的解决措施,可以有效恢复排列机的正常工作。此外,通过实施定期维护、操作培训、使用高质量螺丝和确保技术支持等预防措施,可以大大降低故障发生的风险,提高生产效率和设备使用寿命,让JOFR坚丰螺丝排列机在生产线上持续稳定地发挥重要作用。
自攻钉,一种无需预先攻内螺纹的螺纹紧固件。当自攻钉被拧入未开内螺纹的光孔时,它能自行切削内螺纹。由于其这一特性,它需要较大的扭矩来操作,通常用于塑料件、铝/镁等较软材料的连接。
自动螺丝锁付机作为工业自动化领域的关键一环,其技术的持续进步和应用的不断拓展,正有力推动着制造业向更高效率、更高质量、更智能化的方向迈进。未来,随着技术的不断成熟和集成,自动螺丝锁付机将拥有更广阔的应用前景和更强大的功能,为制造业的发展注入更强大的动力。对于那些追求创新和卓越的制造企业来说,积极投资和应用先进的自动螺丝锁付技术,无疑是实现生产优化和提升竞争力的重要途径。
在现代化工业生产中,螺栓连接作为一种至关重要的装配方式,在汽车制造、机械制造等重工业领域发挥着举足轻重的作用。特别是在汽车白车身的自动装配过程中,螺栓连接的稳定性和可靠性直接关系到产品的整体质量和安全性。
在高度自动化的汽车制造流水线上,每一道工序都追求着极致的精准与效率。然而,当我们深入观察那些看似不起眼的细节——比如汽车门锁的拧紧作业,却往往发现它仍被传统的手动工具所束缚。工人需要手持笨重的扳手,在狭小的空间内反复操作,不仅劳动强度大,而且效率低下,更难以保证每一次拧紧的精度和一致性。这种“大机器,小手工”的反差,成为了制约汽车制造智能化升级的一个隐形瓶颈。
全自动锁螺丝机在医疗仪器行业的应用前景广阔,优势明显。随着技术的不断进步和应用场景的不断拓展,它必将为医疗仪器行业注入新的活力,推动行业迈向更高水平的发展阶段,为患者的诊疗提供更加安全、可靠的医疗设备保障。
在当前汽车消费市场的快速变迁中,汽车座椅的迭代速度不断加快,对生产装配的灵活性提出了更高的要求。我们凭借对市场需求的敏锐洞察和灵活响应能力,依据不同的装配工况提供稳定有效的解决方案,助力汽车座椅行业实现高质量、高效率的可持续发展。
